Technologies

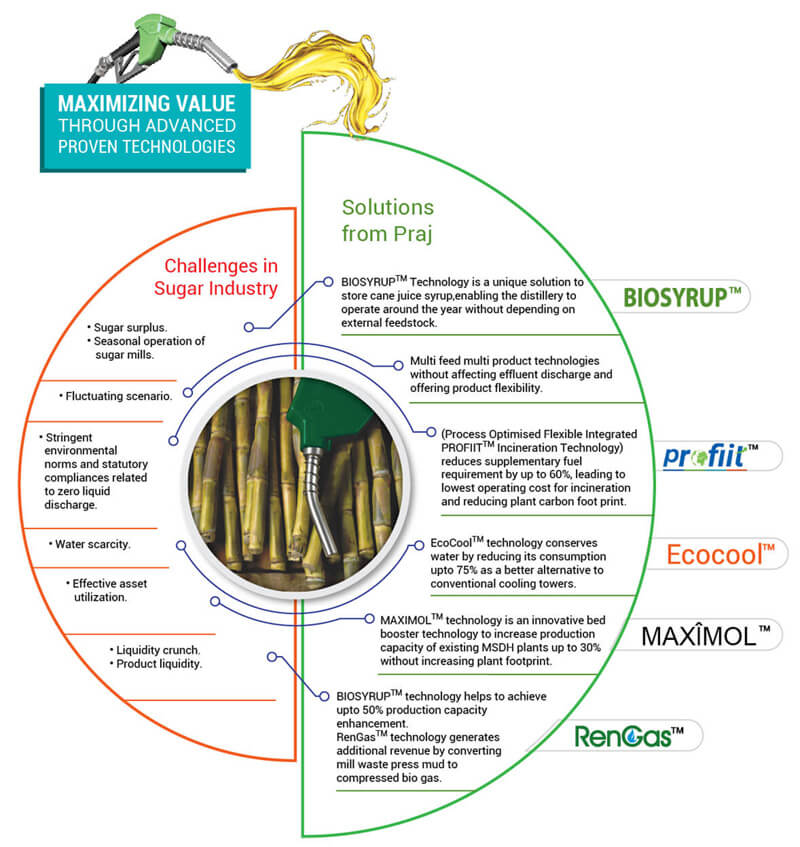
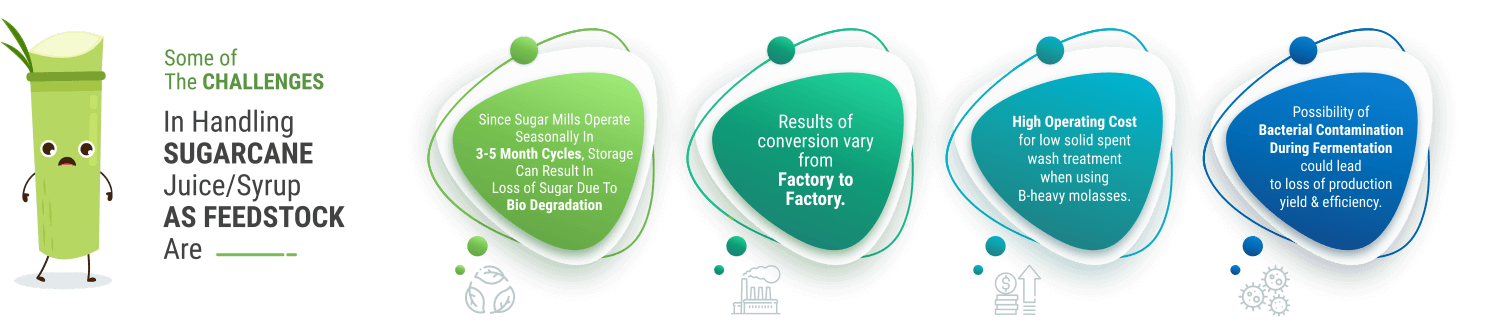
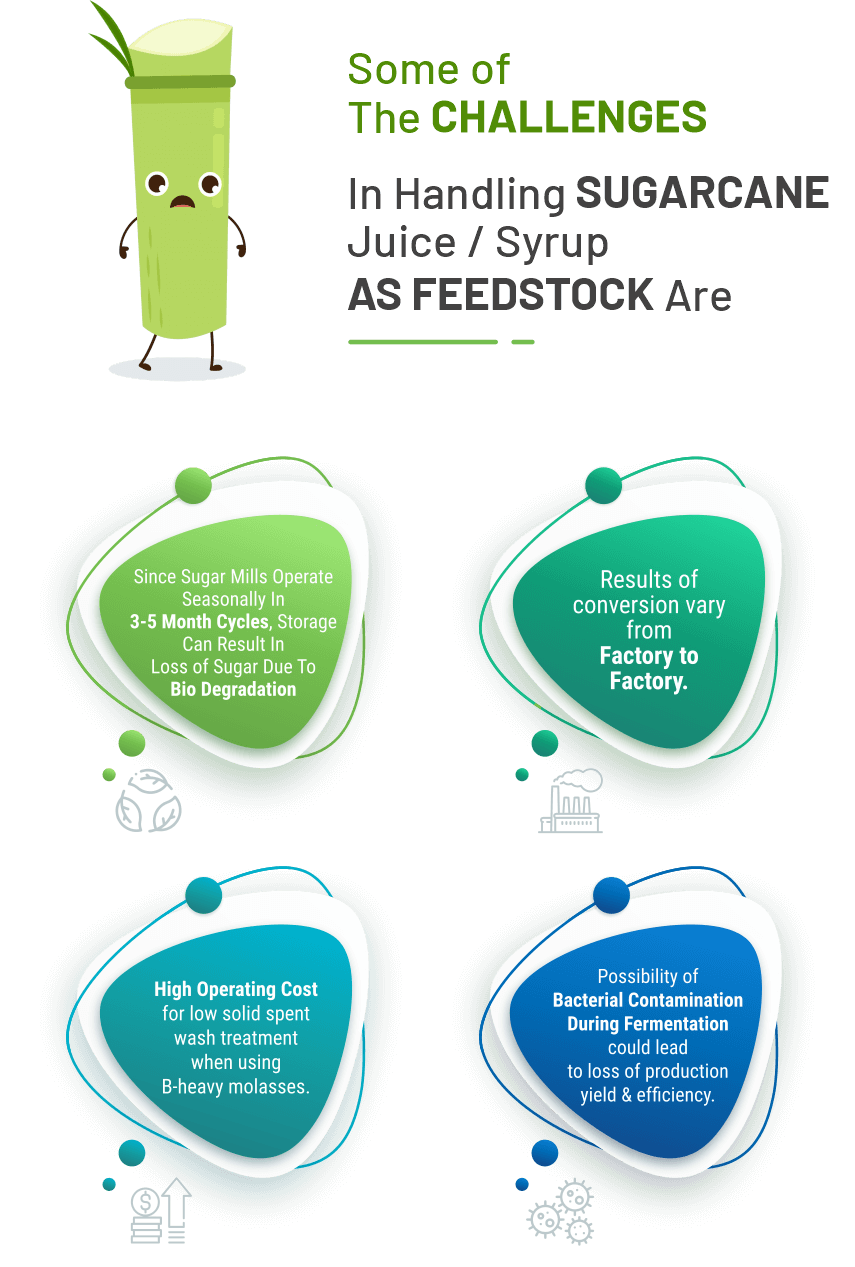
Some of the challenges in handling sugarcane juice / syrup as feedstock are -
Praj has set up plants across the globe ranging from 60 KLPD to 600 KLPD using independent sugar streams or in combination with each other. Benefits of Praj's BIOSYRUP® technology include
- 1) Easy storage of concentrated sugar cane juice/syrup for year-round operation.
- 2) Zero bacterial contamination for reliable operation.
- 3) Higher production yields.
- 4) Reduced volume of effluent resulting in lower operating cost, without affecting production yield and efficiency.
- 5) Improvement in overall production yield by 0.5% in sugarcane juice and B-heavy molasses as compared with C-molasses.
- 6) Lower OPEX.
- 7) Zero liquid discharge (ZLD) system
Round the year operation with BIOSYRUP®
Power of Seven in Colombia

Incauca S.A. (300 KLPD)
Incauca S.A. (400 KLPD)
Incauca S.A. (500 KLPD)
Incauca S.A. (600 KLPD)
Praj has set up plants across the globe ranging from 60 KLPD to 600 KLPD using independent sugar streams or in combination with each other. Benefits of Praj's BIOSYRUP® technology include


Incineration technology with lowest OPEX
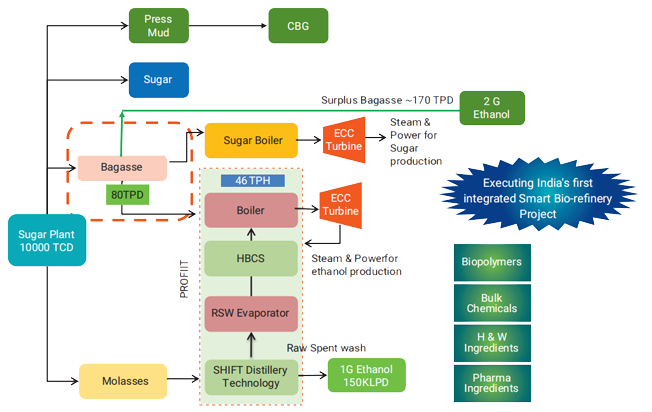
Process Optimized Flexible Integrated Incineration Technology (PROFIITTM) helps distilleries create sustainable processes and makes their business more profitable. This technology is the result of Praj’s extensive research in integrating processes with incineration technology, in partnership with Thermax Ltd. PROFIITTM helps customers to not only tackle the problem of waste generated during process but also helps their business achieve sustainable profitable growth. Spent wash in distilleries are currently incinerated in boilers which impact operational efficiency and profitability. It consumes supporting fuel, involves high OPEX, has low efficiency and generates high ash which cannot be easily disposed. PROFIITTM overcomes these problems, with additional advantages such as-
-
1. Reduction in support fuel for incineration boiler.
Fuel Conventional incineration boiler technology PROFIITTM incineration technology Savings with PROFIITTM incineration technology Coal 80-85 TPD 24-25 TPD 56-60 TPD Bagasse 120-140 TPD 40-45TPD 80-95 TPD Rice Husk 90-95 TPD 28-30 TPD 62-65 TPD up to 60% reduction in supplementary fuel
-
2. Reduction in overall water consumption for distillery complex to 1-1.2 lit/lit of alcohol.
-
3. High quality ash generation.
-
4. Additional yield of up to 2-3 lit per ton of molasses.
-
5. Reduction in steam consumption by 15-20% making the distillery self-sufficient for steam and power.
-
6. Reduced OPEX due to reduction in CIP chemicals, acid, and cost of chemicals in process condensate treatment plant.
-
7. Reduced CAPEX due to low civil cost in fermentation, evaporation and process condensate treatment plant.

Save water up to 75% with EcoCoolTM
Explore 1G Ethanol

Ethanol Blending Program

Solutions for Sugary Feedstocks

Bio-VES

Solutions for Starchy Feedstocks